Failure and retirement criterion are the result of the following factors
1. SELECTION

Select the right rope for the job in the first place.
Selecting a rope involves evaluating a combination of factors.
1.Comparing rope specifications.
2.Preference for a specific color or how a rope feels in your hand.
3. Cost induced economy : reducing application factors, sizes or strengths on an initial purchase results in unnecessary replacements, potentially dangerous conditions and increases long term costs.
4.Fiber and construction being equal, a larger rope will out-last a smaller rope because of the greater surface wear distribution. Similarly, a stronger rope will out-last a weaker one because it will be used at a lower percentage of its break strength with less chance of over stressing.
STRENGTH: The weaker rope works harder and is stressed more for the same amount of cycles , hence the fatigue limit is achieved earlier- necessitates the retirement to avoid catastrophic failures.
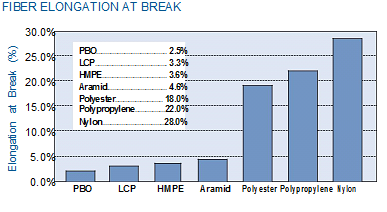
ELONGATION: It is well accepted that ropes with lower elongation under load will give you better load control, which is a big help at complicated job sites. However, a rope with lower elongation that is shock loaded can fail without warning even though it appears to be in good shape. Low elongating ropes should be selected with the highest possible strength. Twisted rope has lower strength and more stretch. Braided rope has higher strength and lower stretch.
PERMANENT ELONGATION (PE) WHILE WORKING: The amount of extension that exists when stress is removed but no
time is given for hysteresis recovery. It includes the non-recoverable and
hysteretic extension as one value and represents any increase in the length of
a rope in a continual working situation, such as during repeated surges in
towing or other similar cyclical operations
CONSTRUCTION AND ABRASION: Rope construction plays an important role in resistance to normal wear and abrasion. Braided ropes have a basically round, smooth construction that tends to flatten out somewhat on a bearing surface. This distributes the wear over a much greater area, as opposed to the crowns of a 3-strand or, to a lesser degree, on an 8-strand rope. All ropes should be protected against sharp and abrasive surfaces. Wire ropes tend to score and gouge chocks and bitts creating cutting edges that can damage synthetic ropes. Weld beads on repaired capstans, fairleads, etc. are equally damaging unless dressed down smoothly.
3.MATERIALS
Polypropylene
A lightweight fibre that is also cheap. Polypropylene has the great advantage of being less dense than water. Not only does it float, but it refuses to absorb water too. Unfortunately it is not very strong and doesn't offer much resistance to stretch. Left outside in the sun it deteriorates quickly. Polypropylene melts at a low temperature and it's easy to generate sufficient frictional heat to cause damage or failure.
Where it is necessary to have a large diameter rope for handling purposes polypropylene is ideal due to its low weight and minimal water absorption. Where strength is not an issue it can be used alone while more demanding applications will use a high strength core inside a polypropylene cover.
Polypropylene's ability to float on water is, however, its most valuable attribute for the sailor. Used in applications from rescue lines to dinghy tow ropes it remains on the surface resolutely refusing to get dragged into propellers or lost under boats. While most users will be interested in the fine spun soft finished family of polypropylene ropes, dinghy sailors whose class rules require them to keep a tow line on board should look out for the harder finished rope intended for water-ski tow lines. Apart from being slightly stronger than the fine finished material, it traps minimal amounts of water between the fibres, keeping weight to a minimum.
Nylon
One of the original synthetic fibres, nylon has been replaced in many applications by newer fibres. Its combination of good shock absorbing properties, wear resistance and its impervious to UV light and chemicals still make it the fibre of choice for anchor warps and dock lines.
Polyester
It is strong, resistant to UV light and chemicals, kind on the hands and stretches just moderately when loaded. This is the fibre to choose in any application where ultimate performance or minimum weight is not absolutely essential.
Aramid (Kevlar, Twaron, Technora)
A high performance fibre, Aramids were for many years the only viable high performance yarns. Offering about twice the strength of polyester and only half the stretch it found wide application on racing yachts especially in applications where weight saving was important.
Despite their impressive properties, Aramids do not make ideal ropes.
- Poor resistance to UV light can be overcome with careful construction and ensuring that the core is always covered and never exposed to daylight.
-Low breaking strength when knotted can also be overcome by always ensuring the ends are terminated in a splice, though this is not always a practical solution in real life.
- Problems with internal friction in the rope core have, however, proved to be the fibre's downfall. Repeated bending causes the strands of the core to rub together and this in turn causes friction damages.
HMDPE (Spectra and Dyneema)
The manufacturers of HMDPE exploit the phenomenon of molecular alignment to produce their super strong material. In the case of HMDPE fibres the alignment process takes place by means of chemical and mechanical processes during manufacturing rather than when you, the user, apply the load for the first time.
Unfortunately, the process is not quite perfect and this leads to a phenomenon known as 'creep'. Though the initial stretch of HMDPE is very low, if one leaves a HMDPE rope loaded for a long time it slowly but inexorably stretches, never to return to its original length. While this is not a problem in lines that are adjusted regularly it can be irritating in applications where stability is important (eg the main halyard).
In the early days, the very slippery surface of HMDPE gave rise to some problems with keeping the various parts of the rope stable. Highly loaded the core would slip inside the cover, leaving the highly loaded outer part well and truly shredded when used on winches or in clutches. More sophisticated manufacturing processes have largely alleviated the problem, though in winching and rope stopper applications the cover will likely as not still fail before the core.
These small problems aside, HMDPE is an excellent material for ropes as it is light enough to float, takes up no water and offers a very high degree of UV light and chemical resistance.
Vectran
Latest in a line of high strength materials, Vectran looks like an almost perfect rope maker's material. It is as you might expect frighteningly expensive.
Vectran takes the molecular alignment principle used in making HMDPE one stage further, using electric currents to align the molecules in what, for the technically minded, is called a napthalene-based thermotropic liquid crystal polymer. In English, this is a very strong fibre with minimal stretch and no propensity to creep. Excellent abrasion resistance is complimented by good fatigue strength so sudden failures such as those seen in Aramids should not be a problem. On the downside, Vectran does not exhibit very good resistance to UV light so needs to be used inside a cover.
Natural Fibres
Used only by the traditional boating fraternity, ropes made from natural fibres are now virtually impossible to obtain. Several substitutes exist and various manufacturers have synthetic ropes dyed, spun and finished to look like natural hemp.
4.Types of construction
Selecting the correct type of rope construction is the next decision. Though in many cases there may appear to be little choice there are subtle differences between the various construction systems employed by the various manufacturers.
In the beginning all rope was laid or twisted from individual fibres. Originally performed on rope walks, long narrow areas where the rope could be laid out full length. Rope making was essentially a manual process. The length of rope that could be produced was limited to the length of the rope walk and production of large ropes was complex and time consuming. Individual fibres were made into yarns; these yarns were twisted into threads, these threads were in turn twisted into strands and finally the strands were twisted together to form the rope. The twist in each thread and strand served to hold the rope tight and a whole tradition of knot work and rope craft was developed to utilise the properties of laid rope. Machine manufacturing followed and with it came the ability to produce infinite lengths.
Widely used for the manufacture of nylon rope for dock lines and anchor warps, laid rope is still a very cost effective solution for ropes where ultimate handling characteristics or flexibility are not key issues.
Laid rope is simple to splice or knot and offers good strength. The process does produce a stretchy material with a hard and nobbly finish that is neither free running nor easy on the hands. This led to the development of braided ropes which though produced in short lengths and at great expense by hand can only be made in economic quantities by machine. While there are a few ropes made simply from a single braid - polypropylene is often made up using this construction - the majority of braided ropes consist of an outer cover and an inner core. Similarly there are some super-specialised fourplat construction nylon ropes designed specifically for use as anchor lines. Soft and flexible they offer a better handling though slightly more expensive alternative to laid equivalents.
The core and cover of braided ropes are often of different materials allowing optimum properties for each. There is no reason why the core and cover should be of the same construction. The core for example may be a twisted design or constructed from a simple eight plait construction while the cover is a soft 16 plait design. In some instances there may even be three layers with an intermediate layer between the main load bearing core and the wear resisting outer cover. Generally used in the manufacture of ropes with a HMDPE core the intermediate layer helps to stop slippage between the core and the cover.
Braided ropes offer an inherently lower stretch design, a softer feel and less friction. With the exception of anchor warps and dock lines virtually all ropes used in modern sailing have some kind of braided cover while many also use a braided core. To achieve a good balance between flexibility, cost and ease of use virtually all manufacturers produce their covers in 16 plait form, using 16 individual yarns for the cover. In the smaller sizes the number of yarns is sometimes reduced to eight, and though more economic to produce and harder wearing these ropes are noticeably less flexible and harder on the hands.
Where combinations of material are used, it is reasonable to expect that the properties of each will be reflected in the finished rope. For example, an HMDPE core with a polypropylene cover will be very light and very strong but will not exhibit good abrasion or UV resistance. The same core within a polyester cover will provide better abrasion resistance but at the expense of increased weight. The ratio of core material to cover thickness will also have a substantial impact on the performance of the finished rope. Take two different nominal 8mm HMDPE ropes.
One may have a 6mm core and a 1 mm cover while the the other has a 5mm core and a 1.5mm cover. Though they look the same the one with the 6mm core will be 40 per cent stronger. Unsurprisingly the one with the thinner core will almost certainly be the cheaper one.
Though requiring a different technique, braided ropes are not significantly more difficult to splice than laid rope. You will however need some special tools and a set of instructions for your particular rope. Beware that the tools and techniques that are suitable for one make of rope may not be directly transferable to another make.
INSPECTION AND DECISION TO RETIRE A ROPE
INSPECTION AND RETIREMENT PROGRAM
Typical observed faults in mooring ropes






1. SELECTION

Select the right rope for the job in the first place.
Selecting a rope involves evaluating a combination of factors.
1.Comparing rope specifications.
2.Preference for a specific color or how a rope feels in your hand.
3. Cost induced economy : reducing application factors, sizes or strengths on an initial purchase results in unnecessary replacements, potentially dangerous conditions and increases long term costs.
4.Fiber and construction being equal, a larger rope will out-last a smaller rope because of the greater surface wear distribution. Similarly, a stronger rope will out-last a weaker one because it will be used at a lower percentage of its break strength with less chance of over stressing.
STRENGTH: The weaker rope works harder and is stressed more for the same amount of cycles , hence the fatigue limit is achieved earlier- necessitates the retirement to avoid catastrophic failures.
ELONGATION: It is well accepted that ropes with lower elongation under load will give you better load control, which is a big help at complicated job sites. However, a rope with lower elongation that is shock loaded can fail without warning even though it appears to be in good shape. Low elongating ropes should be selected with the highest possible strength. Twisted rope has lower strength and more stretch. Braided rope has higher strength and lower stretch.
ELASTIC ELONGATION (EE): Refers to the portion of stretch or extension of
a rope that is immediately recoverable after the load on the rope is
released. This recoverable tendency is primarily the result of the fiber(s)
used as opposed to the rope construction. Each type of synthetic fiber
inherently displays a unique degree of elasticity. Relatively speaking, HMPE
fiber has an extremely low elasticity compared to nylon fiber.
HYSTERESIS: Refers to a recoverable portion of stretch or extension over a period of
time after a load is released. Most recovery occurs immediately when a
load is removed. Thereafter, a remaining small percentage of recovery will
occur slowly and gradually over a period of hours or days. This retardation in
recovery is measured on a length/time scale and is known as hysteresis, or
recovery over time.
PERMANENT ELONGATION (PE) RELAXED: That portion of extension which, due to
construction deformation (compacting of braid and helical changes) and some
plastic deformation of the yarn fibers, prevents the rope from returning to its
original length.
CREEP: A
material’s slow deformation that occurs while under load over a long period of
time. Creep is mostly non-reversible. For some synthetic ropes,
permanent elongation and creep are mistaken for the same property and the terms
are used interchangeably when, in fact, creep is only one of the mechanisms
that can cause permanent elongation.
CONSTRUCTIONAL ELONGATION: The elongation of a loaded rope that results from
compaction as the fibers and strands align and adjust. This is the primary
contributor to a rope’s permanent elongation.
SPLICE SETTING: The elongation of a spliced rope caused by the
adjustment and settling of the strands in the splice. Splice setting
also contributes to permanent elongation.
FIRMNESS: Select ropes that are firm and round and hold their shape during use. Soft or mushy ropes will snag easily and abrade quickly causing accelerated strength loss. A loose or mushy rope will almost always have higher break strengths than a similar rope that is firm and holds its shape because the fibers are in a straighter line, which improves strength but compromises durability.CONSTRUCTION AND ABRASION: Rope construction plays an important role in resistance to normal wear and abrasion. Braided ropes have a basically round, smooth construction that tends to flatten out somewhat on a bearing surface. This distributes the wear over a much greater area, as opposed to the crowns of a 3-strand or, to a lesser degree, on an 8-strand rope. All ropes should be protected against sharp and abrasive surfaces. Wire ropes tend to score and gouge chocks and bitts creating cutting edges that can damage synthetic ropes. Weld beads on repaired capstans, fairleads, etc. are equally damaging unless dressed down smoothly.
2. USAGE
WORKING LOADS: Working loads are the loads that a rope is subjected to in everyday activity. They are normally expressed as a percentage of new rope strength and should not exceed 20%. A point to remember is that a rope may be severely overloaded or shock loaded in use without breaking. However, damage and strength loss may have occurred without any visible indication. The next time the rope is used under normal working loads the acquired weakness can cause it to break. Do not blame the rope, it was simply overloaded and failed from what is known as fatigue.
BENDING: Any sharp bend in a rope under load decreases its strength substantially and may cause premature damage and failure.
Sheave diameters on rotating sheave blocks should be 10 times the rope diameter for twisted ropes and 8 times the rope diameter for braided rope.
The diameter on fixed pin terminations should be at least 3 times the rope diameter
Sheave diameters on rotating sheave blocks should be 10 times the rope diameter for twisted ropes and 8 times the rope diameter for braided rope.
The diameter on fixed pin terminations should be at least 3 times the rope diameter
KNOTS: Knot reduces rope strength,though a convenient way to accomplish rope attachment. The strength loss is a result of the tight bends that occur in the knot. With some knots, ropes can lose up to 50% of their strength. It is vital that the reduction in strength by the use of knots be taken into account when determining the size and strength of a rope to be used in an application. To avoid knot strength reduction, it is recommended that a rope be spliced according to the manufacturer’s instructions. Splice terminations are used in all our ropes to determine new and unused tensile strengths. Therefore, whenever possible, spliced terminations should be used to maximize the rope strength for new and used ropes.
ROPE STORAGE: Ropes to be kept clean and dry as possible and stored in a coil away from heat sources.
SHOCK LOADS: Shock loads are simply a sudden change in tension from a state of relaxation or low load to one of high load. Any sudden load that exceeds the work load by more than 10% is considered a shock load. The further an object falls, the greater the impact. Synthetic fibers have a memory and retain the effects of being overloaded or shock loaded and can fail at a later time even though loaded within the work load range.
3.MATERIALS
Polypropylene
A lightweight fibre that is also cheap. Polypropylene has the great advantage of being less dense than water. Not only does it float, but it refuses to absorb water too. Unfortunately it is not very strong and doesn't offer much resistance to stretch. Left outside in the sun it deteriorates quickly. Polypropylene melts at a low temperature and it's easy to generate sufficient frictional heat to cause damage or failure.
Where it is necessary to have a large diameter rope for handling purposes polypropylene is ideal due to its low weight and minimal water absorption. Where strength is not an issue it can be used alone while more demanding applications will use a high strength core inside a polypropylene cover.
Polypropylene's ability to float on water is, however, its most valuable attribute for the sailor. Used in applications from rescue lines to dinghy tow ropes it remains on the surface resolutely refusing to get dragged into propellers or lost under boats. While most users will be interested in the fine spun soft finished family of polypropylene ropes, dinghy sailors whose class rules require them to keep a tow line on board should look out for the harder finished rope intended for water-ski tow lines. Apart from being slightly stronger than the fine finished material, it traps minimal amounts of water between the fibres, keeping weight to a minimum.
Nylon
One of the original synthetic fibres, nylon has been replaced in many applications by newer fibres. Its combination of good shock absorbing properties, wear resistance and its impervious to UV light and chemicals still make it the fibre of choice for anchor warps and dock lines.
Polyester
It is strong, resistant to UV light and chemicals, kind on the hands and stretches just moderately when loaded. This is the fibre to choose in any application where ultimate performance or minimum weight is not absolutely essential.
Aramid (Kevlar, Twaron, Technora)
A high performance fibre, Aramids were for many years the only viable high performance yarns. Offering about twice the strength of polyester and only half the stretch it found wide application on racing yachts especially in applications where weight saving was important.
Despite their impressive properties, Aramids do not make ideal ropes.
- Poor resistance to UV light can be overcome with careful construction and ensuring that the core is always covered and never exposed to daylight.
-Low breaking strength when knotted can also be overcome by always ensuring the ends are terminated in a splice, though this is not always a practical solution in real life.
- Problems with internal friction in the rope core have, however, proved to be the fibre's downfall. Repeated bending causes the strands of the core to rub together and this in turn causes friction damages.
HMDPE (Spectra and Dyneema)
The manufacturers of HMDPE exploit the phenomenon of molecular alignment to produce their super strong material. In the case of HMDPE fibres the alignment process takes place by means of chemical and mechanical processes during manufacturing rather than when you, the user, apply the load for the first time.
Unfortunately, the process is not quite perfect and this leads to a phenomenon known as 'creep'. Though the initial stretch of HMDPE is very low, if one leaves a HMDPE rope loaded for a long time it slowly but inexorably stretches, never to return to its original length. While this is not a problem in lines that are adjusted regularly it can be irritating in applications where stability is important (eg the main halyard).
In the early days, the very slippery surface of HMDPE gave rise to some problems with keeping the various parts of the rope stable. Highly loaded the core would slip inside the cover, leaving the highly loaded outer part well and truly shredded when used on winches or in clutches. More sophisticated manufacturing processes have largely alleviated the problem, though in winching and rope stopper applications the cover will likely as not still fail before the core.
These small problems aside, HMDPE is an excellent material for ropes as it is light enough to float, takes up no water and offers a very high degree of UV light and chemical resistance.
Vectran
Latest in a line of high strength materials, Vectran looks like an almost perfect rope maker's material. It is as you might expect frighteningly expensive.
Vectran takes the molecular alignment principle used in making HMDPE one stage further, using electric currents to align the molecules in what, for the technically minded, is called a napthalene-based thermotropic liquid crystal polymer. In English, this is a very strong fibre with minimal stretch and no propensity to creep. Excellent abrasion resistance is complimented by good fatigue strength so sudden failures such as those seen in Aramids should not be a problem. On the downside, Vectran does not exhibit very good resistance to UV light so needs to be used inside a cover.
Natural Fibres
Used only by the traditional boating fraternity, ropes made from natural fibres are now virtually impossible to obtain. Several substitutes exist and various manufacturers have synthetic ropes dyed, spun and finished to look like natural hemp.
4.Types of construction
Selecting the correct type of rope construction is the next decision. Though in many cases there may appear to be little choice there are subtle differences between the various construction systems employed by the various manufacturers.
In the beginning all rope was laid or twisted from individual fibres. Originally performed on rope walks, long narrow areas where the rope could be laid out full length. Rope making was essentially a manual process. The length of rope that could be produced was limited to the length of the rope walk and production of large ropes was complex and time consuming. Individual fibres were made into yarns; these yarns were twisted into threads, these threads were in turn twisted into strands and finally the strands were twisted together to form the rope. The twist in each thread and strand served to hold the rope tight and a whole tradition of knot work and rope craft was developed to utilise the properties of laid rope. Machine manufacturing followed and with it came the ability to produce infinite lengths.
Widely used for the manufacture of nylon rope for dock lines and anchor warps, laid rope is still a very cost effective solution for ropes where ultimate handling characteristics or flexibility are not key issues.
Laid rope is simple to splice or knot and offers good strength. The process does produce a stretchy material with a hard and nobbly finish that is neither free running nor easy on the hands. This led to the development of braided ropes which though produced in short lengths and at great expense by hand can only be made in economic quantities by machine. While there are a few ropes made simply from a single braid - polypropylene is often made up using this construction - the majority of braided ropes consist of an outer cover and an inner core. Similarly there are some super-specialised fourplat construction nylon ropes designed specifically for use as anchor lines. Soft and flexible they offer a better handling though slightly more expensive alternative to laid equivalents.
The core and cover of braided ropes are often of different materials allowing optimum properties for each. There is no reason why the core and cover should be of the same construction. The core for example may be a twisted design or constructed from a simple eight plait construction while the cover is a soft 16 plait design. In some instances there may even be three layers with an intermediate layer between the main load bearing core and the wear resisting outer cover. Generally used in the manufacture of ropes with a HMDPE core the intermediate layer helps to stop slippage between the core and the cover.
Braided ropes offer an inherently lower stretch design, a softer feel and less friction. With the exception of anchor warps and dock lines virtually all ropes used in modern sailing have some kind of braided cover while many also use a braided core. To achieve a good balance between flexibility, cost and ease of use virtually all manufacturers produce their covers in 16 plait form, using 16 individual yarns for the cover. In the smaller sizes the number of yarns is sometimes reduced to eight, and though more economic to produce and harder wearing these ropes are noticeably less flexible and harder on the hands.
One may have a 6mm core and a 1 mm cover while the the other has a 5mm core and a 1.5mm cover. Though they look the same the one with the 6mm core will be 40 per cent stronger. Unsurprisingly the one with the thinner core will almost certainly be the cheaper one.
Though requiring a different technique, braided ropes are not significantly more difficult to splice than laid rope. You will however need some special tools and a set of instructions for your particular rope. Beware that the tools and techniques that are suitable for one make of rope may not be directly transferable to another make.
INSPECTION AND DECISION TO RETIRE A ROPE
INSPECTION AND RETIREMENT PROGRAM
General
The following sections present the requirements
for an effective inspection and retirement program.
The user is responsible to establish a program
for inspection and retirement that considers conditions of use and degree of
risk for the particular application. A program should include:
|
|
·
|
Assignment of
supervisory responsibility. The user should
|
|
|
|
|
assign an individual responsible for
establishing the
|
|
|
|
|
program, for
training and qualifying inspectors and
|
|
|
|
·
|
preserving
records.
|
|
|
|
Written
procedures
|
|
|
|
|
·
|
Training
|
|
|
|
·
|
Record
keeping
|
|
|
|
·
|
Establishment
of retirement criteria for each application.
|
|
|
|
·
|
Schedule for
inspections.
|
|
|
Ropes that secure or control valuable assets
or whose
|
|
||
|
|
failure would
cause serious damage, pollution, or threat to life
|
|
|
|
|
warrant more scrutiny than ropes in
non-critical use. If a fiber
|
|
|
|
|
rope is used
in a highly demanding application, with potentially
|
|
|
|
|
critical
risks, the advice of a qualified person should be
|
|
|
|
|
obtained when
developing the specific inspection and
|
|
|
|
|
retirement
program.
|
|
|
|
The user should continue to revise and refine
the program
|
|
||
|
|
based on
experience.
|
|
|
Training
|
|
|
|
|
|
Personnel assigned the responsibility for rope
inspections
|
|
|
|
|
should be
properly trained to recognize rope damage and to
|
|
|
Log and Record Keeping
An important tool for rope evaluation is a log.
This will include data on the type of rope, time in service and description of
intended use. The details of every inspection should be entered in the log as
to date, location and conclusions. The log should include a regular inspection
schedule.
Typical observed faults in mooring ropes





The average condition of a rope can be an important factor
in determining the rope’s retirement. To determine the average condition, walk
the entire length of the rope and document its overall condition. Many ropes
can be classified by the total amount of overall wear and cleanliness. When the
rope is first put into service the outer filaments of the rope will quickly
fuzz up (fig. 2). This is the result of these filaments breaking and this
roughened surface actually forms a protective cushion and shield for the fibers
underneath. This condition should stabilize, not progress.
If the surface roughness increases (fig. 3), excessive
abrasion is taking place and strength is being lost. As a general rule for
single braid ropes, when there is 25% or more wear from abrasion the rope
should be retired from service. In other words, if 25% or more of the fiber is
broken or worn away the rope should be removed from service. With 3-strand
ropes, 10% or more wear is accepted as the retirement point.
ABRASION:
When the rope is first put into service the outer filaments
of the rope will quickly fuzz up . This is the result of these
filaments breaking and this roughened surface actually forms a protective
cushion and shield for the fibers underneath. This condition should stabilize,
not progress.
If the surface roughness increases , excessive
abrasion is taking place and strength is being lost. As a general rule for
single braid ropes, when there is 25% or more wear from abrasion the rope
should be retired from service. In other words, if 25% or more of the fiber is
broken or worn away the rope should be removed from service. With 3-strand
ropes, 10% or more wear is accepted as the retirement point.
LOCATE AREAS DEVIATING FROM AVERAGE:
Many times a rope will have areas that are routinely used
around a bit, through a chock, or buried on the winch drum. These areas
typically have different wear patterns than the average condition of the rope.
Pay close attention to these areas in the future and frequently examine them
for rapid changes in appearance.
Look closely at both the inner and outer fibers. When either
is worn the rope is obviously weakened. Open the strands and look for powdered
fiber, which is one sign of internal wear. Estimate the internal wear to
estimate total fiber abrasion. If total fiber loss is 20%, then it is safe to
assume that the rope has lost 20% of its strength as a result of abrasion.
Internal abrasion can be determined by pulling one strand
away from the others and looking for powdered or broken fiber filaments (fig. 4
and fig. 5).
To determine the extent of outer fiber damage from abrasion,
a single yarn in all abraded areas should be examined. The diameter of the
abraded yarn should then be compared to a portion of the same yarn or an
adjacent yarn of the same type that has been protected by the strand crossover
area and is free from abrasion damage.
It should be noted that comparing diameters of the yarns
does not give an accurate measure of the retained strength. Since the strength
should depend on the cross-sectional area of the yarn, a diameter difference
alone will underestimate the true abrasion reduction. If the diameter of the
abraded yarn is 1/2 the diameter of the internal yarn, the strength of the
abraded yarn is nearly 1/4 that of the internal yarn.
Determining the extent of fiber loss due to abrasion can be
difficult. Since all the strands are twisted, the outer fibers, which are the
most prone to abrasion damage, rotate through the rope’s length. Therefore on a
single strand, the fibers that have been abraded on one pick, are not necessarily
the fibers being abraded on the next. However, over a long distance, a single
yarn could have the majority of fiber loss due to abrasion.
GLOSSY OR GLAZED AREAS:
Glossing or glazing can occur from two different mechanisms.
The most common and relatively benign form of glossing or glazing on a rope is
generally caused by compression (fig.7), which typically occurs when the rope
is wound on the winch drum, around bits, or through chocks or staples. This
form of glossing can be determined on 8- and 12-strand products by compressing
the rope length wise forming a “bird cage” (fig.8). After numerous “bird cage”
cycles the glossy region will become more pliable and begin to resemble normal
rope. If the glazed section remains hardened, this could be a sign of heat
damage. Heat damaged rope typically has more strength loss than the amount of
melted fiber indicates. Fibers adjacent to the melted areas are probably
damaged from excessive heat even though they appear normal. It is reasonable to
assume that the melted fiber has damaged an equal amount of adjacent unmelted
fiber.
INCONSISTENT DIAMETER:
Inspect for flat areas, bumps or lumps. This can indicate
core or internal damage from overloading or shock loads and is usually
sufficient reason to replace the rope.
DISCOLORATION:
With use, all ropes get dirty. Be on the lookout for areas
of discoloration which could be caused by chemical contamination. Determine the
cause of the discoloration and replace the rope if it is brittle or stiff.
INCONSISTENCY IN TEXTURE AND STIFFNESS:
Can indicate excessive dirt or grit embedded in the rope or
shock load damage and is usually reason to replace the rope.
TEMPERATURE:
When using rope, friction can be your best friend or worst
enemy if it is not managed properly. By definition, friction creates heat, the
greater the friction the greater the heat buildup. Heat is an enemy to
synthetic fiber and elevated temperatures can drastically reduce the strength
and/or cause rope melt-through.
CHARING POINT:
High temperatures can be achieved when surging rope on a
capstan or drum end, checking ropes on bitts, and running over stuck or
non-rolling sheaves or rollers. Each rope’s construction and fiber type will
yield a different coefficient of friction (reluctance to slip) in a new and used
state. It is important to understand the operational demands and ensure the
size, rope construction and fiber type be taken into account to minimize heat
buildup.
Never let ropes under tension rub together or move relative
to one another. Enough heat to melt the fibers can buildup and cause the rope
to fail as quickly as if it had been cut with a knife.
Always be aware of areas of heat buildup and take steps to
minimize it; under no circumstances let any rope come in contact with a steam
line or any other hot surfaces.
Conditions of usage also determine the ablility of the ropes to perform to the full satisfaction , due to the fact that stresses on the ropes by way of tidal movements and tight moorings induce shock loads , which can never be predicted .Apart from the internal condition due to exposure to chemicals/ salt accumulation / crystallization between fibers can increase the risk of abrasion internally between fiber strands and externally thus resulting in failures , which are deemed catastrophic due to their sudden nature.
Hence service conditions also play an important role .This combined with a Factor of experience based on failures/ sustenance in the operational zones dictate the retirement criterion of the rope atart from regular inspections.That ability is
based on a combination of education in rope use and construction along with
good judgment and experience.
Hey Really Impressive! I am following you:) you are absolutely perfect in blogging. Nice to visit again.
ReplyDeletePolyester Rope Suppliers
nice write up
ReplyDelete